El panel se ve bonito el primer día
Un panel de control mal construido se ve idéntico a uno bien construido cuando lo entregas. Pintura limpia, puerta alineada, etiquetas nuevas, LEDs encendidos. La diferencia aparece a los tres o cinco años: corrosión en el interior, contactores pegados, termostato que nunca disparó el ventilador, y un cable de fuerza aislado demasiado cerca de un bus de comunicación.
Esta guía resume lo que debe tener un panel industrial bien hecho — y los cinco errores que vemos con más frecuencia en auditorías técnicas en Panamá.
De un vistazo
| Certificaciones aplicables | UL 508A (EEUU) · NEMA 250 · IEC 61439 (internacional) · RETIE (Colombia) |
| Materiales de gabinete | Acero galvanizado pintado · Acero inoxidable 304/316 · Poliéster reforzado |
| Grados de protección típicos | IP54 interior industrial · IP65 intemperie · IP66 lavado con manguera · NEMA 4X corrosivo |
| Tensiones manejadas | Control 24 VDC / 120 VAC · Fuerza 208–480 VAC · Media tensión > 1000 VAC |
| Entregables obligatorios | Unifilar · lista de materiales · planos mecánicos · as-built · certificado FAT |
1. Anatomía del panel: los 5 compartimentos
 Panel de control en acero inoxidable 316L con HMI, botonera de emergencia y selectores. Gabinete IP55 listo para ambiente marino o sanitario.
Panel de control en acero inoxidable 316L con HMI, botonera de emergencia y selectores. Gabinete IP55 listo para ambiente marino o sanitario.
Un panel industrial típico tiene cinco compartimentos funcionales. Pueden estar físicamente separados (gabinetes grandes con mamparas) o conviviendo en un gabinete compacto, pero lógicamente siempre existen:
Compartimento de llegada (acometida)
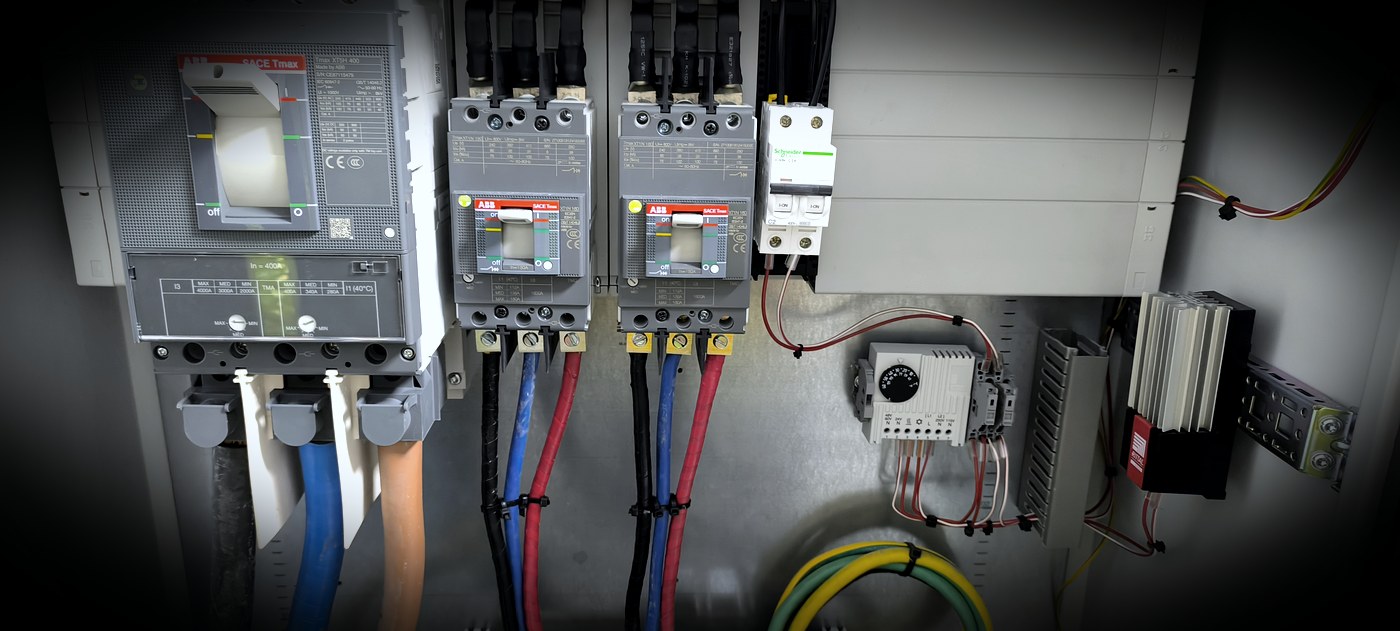 Compartimento de acometida: interruptor principal ABB SACE + breakers de distribución. Cables aislados y bien ruteados hacia las barras.
Compartimento de acometida: interruptor principal ABB SACE + breakers de distribución. Cables aislados y bien ruteados hacia las barras.
Entra la alimentación de la red (cable de acometida, barras de bus), pasa por un interruptor principal con capacidad de ruptura adecuada al cortocircuito del punto (kA de Icc), y se distribuye hacia breakers o fusibles ramales. Aquí viven el pararrayos, los transformadores de corriente para medición y los relés de protección.
Compartimento de fuerza
Contactores, relés térmicos, drives (VFDs / soft-starters), breakers motor. Es la zona donde las corrientes son altas y el calor disipado es significativo. Requiere ventilación forzada o aire acondicionado dimensionado a la suma de pérdidas internas.
 Par de paneles de fuerza instalados en planta — alimentación de bombas. Cables de fuerza abajo, control arriba, aislados entre sí.
Par de paneles de fuerza instalados en planta — alimentación de bombas. Cables de fuerza abajo, control arriba, aislados entre sí.
Compartimento de control
PLC, HMI, fuente de poder 24 VDC, módulos de I/O, relés de interfaz. Trabaja con señales de bajo voltaje y comunicación digital. Se separa físicamente del compartimento de fuerza para evitar acoplamiento electromagnético que mete ruido en las lecturas de sensores.
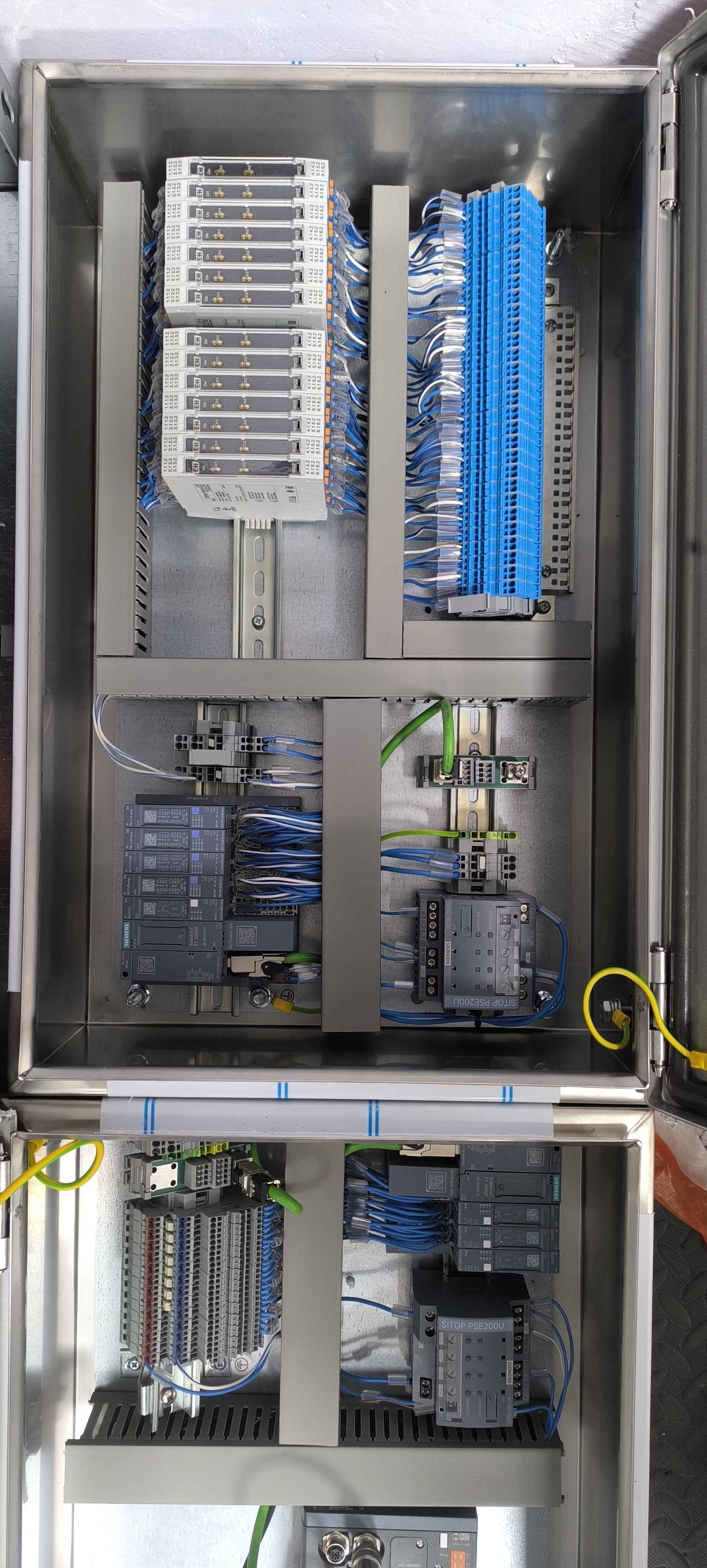 Compartimento de control: CPU Siemens S7-1200, módulos I/O, borneras numeradas y cable de comunicación Profinet.
Compartimento de control: CPU Siemens S7-1200, módulos I/O, borneras numeradas y cable de comunicación Profinet.
Compartimento de drives / variadores
Cuando hay VFDs o soft-starters, van en su propio espacio con ventilación dedicada (los drives son la principal fuente de calor del panel). Aquí también va el filtro armónico si aplica.
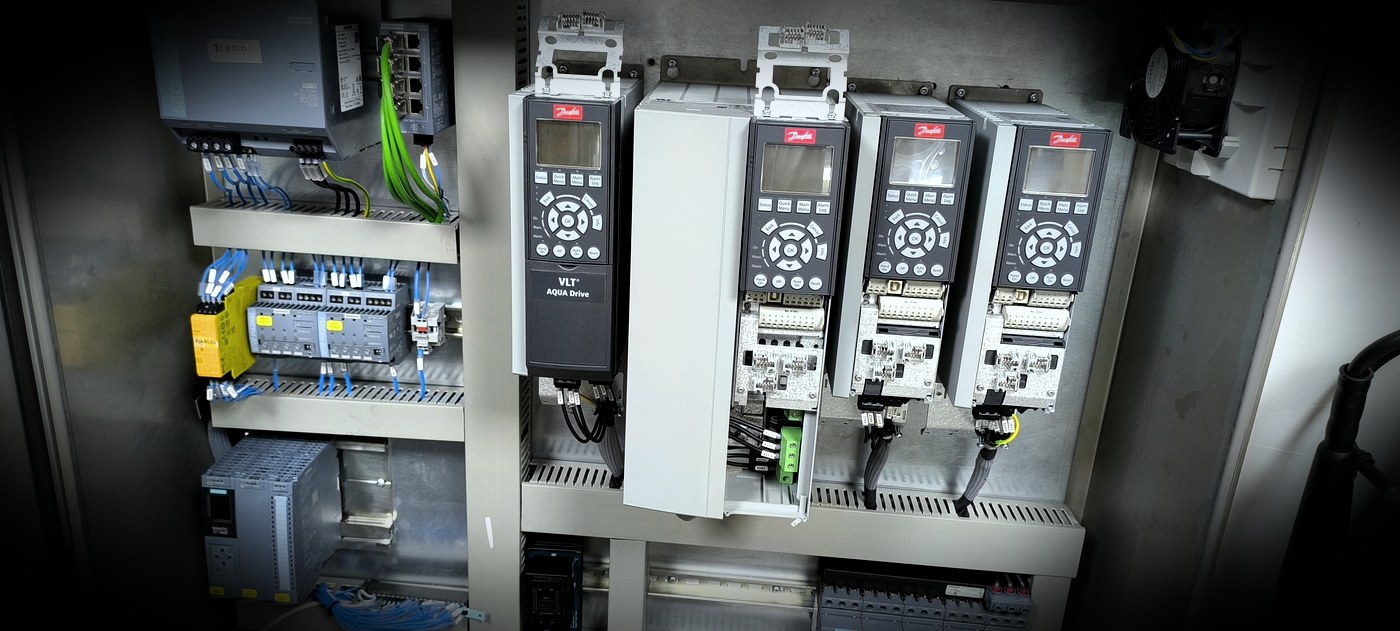 Drives VLT Aqua Danfoss en panel de PTAR. Arriba: PLC Siemens + relé de seguridad. Abajo: breakers motor y contactores de bypass.
Drives VLT Aqua Danfoss en panel de PTAR. Arriba: PLC Siemens + relé de seguridad. Abajo: breakers motor y contactores de bypass.
Compartimento de campo (borneras)
Todas las señales que salen al proceso (sensores, instrumentos, válvulas, motores) llegan a borneras numeradas antes de conectarse al PLC o a los drives. Es la frontera del panel — y el punto donde más fallas se resuelven o se crean durante comisionamiento.
2. Materiales del gabinete: cuándo elegir qué
La selección del material del gabinete depende del ambiente, no del presupuesto. Usar acero galvanizado donde debía ir inoxidable 316 es el error más frecuente y más caro a mediano plazo.
| Material | Cuándo usar | Cuándo NO |
|---|---|---|
| Acero galvanizado pintado | Interior limpio, cuarto eléctrico climatizado, IP54 | Cercanía a costa, lavado con manguera, ambiente químico |
| Inoxidable 304 | Alimentos sin cloro, interior con humedad, exterior lejos de costa | Ambiente con cloruros (marino, piscina, CIP con hipoclorito) |
| Inoxidable 316 / 316L | Ambiente marino, plantas de tratamiento de agua, procesos con cloruros | — |
| Poliéster reforzado / GRP | Exterior agresivo, cercanía a costa, zonas con vandalismo eléctrico | Ambientes con alto calor radiante o requisito EMC estricto |
Panamá: regla práctica
- Ciudad de Panamá, zona industrial, cuarto climatizado → galvanizado pintado IP54 está bien.
- Colón, Panamá Pacífico, Amador, costa → inoxidable 316 o GRP, IP65 mínimo.
- PTAR, planta de alimentos con lavado → inoxidable 316L, IP66, sin perforaciones en la parte superior.
3. Certificaciones: qué pedir y cuándo importa
 Cableado con código de color por función, etiquetado numérico por borne y ductos separados para fuerza/control/comunicación. Requisito de UL 508A.
Cableado con código de color por función, etiquetado numérico por borne y ductos separados para fuerza/control/comunicación. Requisito de UL 508A.
UL 508A — Industrial Control Panels
La certificación referente en Norteamérica. Aplica cuando:
- El cliente es multinacional con estándar corporativo US (Amazon, Walmart, Nestlé Purina, Mars, farma global).
- El proyecto exporta a EEUU o Canadá.
- La aseguradora lo exige para póliza industrial.
UL 508A cubre SCCR (Short-Circuit Current Rating), separación de circuitos, materiales aprobados, marcado y documentación. Un panel UL 508A etiquetado tiene trazabilidad completa — cada componente es UL-listed y el ensamble está auditado.
IEC 61439 — norma internacional
Equivalente europeo e internacional. Reemplaza a la antigua IEC 60439. Aplica en proyectos bajo códigos europeos, latinoamericanos (Colombia RETIE, Chile SEC, México NOM-001-SEDE) y plantas de multinacionales europeas (Siemens, Bosch, BMW).
NEMA 250 — grado de protección
NEMA es el equivalente norteamericano a IP. Tabla de equivalencias prácticas:
| NEMA | IP equivalente | Ambiente típico |
|---|---|---|
| NEMA 1 | IP10 | Interior limpio |
| NEMA 12 | IP54/55 | Interior industrial con polvo |
| NEMA 4 | IP66 | Intemperie, lavado con agua |
| NEMA 4X | IP66 + corrosión | Costa, alimentos, farma |
| NEMA 7 / 9 | Ex-proof | Áreas clasificadas (gas / polvo) |
4. Ventilación y refrigeración: el cálculo que nadie hace bien
El 80% de fallas prematuras en paneles en Panamá son térmicas. El panel no se dimensiona para el calor que produce — se dimensiona para que entren los equipos físicamente.
El cálculo correcto parte de la suma de pérdidas (W) de cada componente interno a plena carga:
- Transformador de control → ~3–5% de su kVA
- Contactores → 1–5 W por polo según tamaño
- VFD → 2–4% del kW nominal (es la mayor fuente)
- Fuente de poder DC → 5–10% de su W nominal
- PLC y comms → < 50 W totales típico
Con la disipación total calculada y la temperatura ambiente máxima externa (en Panamá toma 40 °C a la sombra como número de diseño), se dimensiona:
- Ventilación natural (rejillas filtradas) — suficiente si ΔT < 10 °C.
- Ventilador forzado — hasta ΔT ~15 °C.
- Aire acondicionado de panel — cuando ΔT > 15 °C o cuando el ambiente tiene polvo/humedad que el filtro no detiene.
En Panamá, un panel con VFD > 30 kW en cuarto no climatizado casi siempre requiere AC de panel. Ignorar esto reduce la vida útil de los drives a la mitad.
5. Los 5 errores que pagas 5 años después
-
Galvanizado donde iba inox. “Está adentro del cuarto eléctrico.” A los 3 años, la humedad condensada + polvo + aire salino oxidan las barras y empiezan las fugas a tierra. Ya es más caro reemplazar el panel que haberlo hecho en inox desde el inicio.
-
Cables de fuerza y de comunicación en el mismo ducto. Funciona el primer día. A los seis meses, el PLC empieza a ver lecturas erráticas del encoder o del sensor analógico. Es acoplamiento EMI — requiere ductos separados físicamente y apantallamiento correcto.
-
SCCR no calculado. Cuando viene la inspección o el auditor, pide el cálculo de corriente de cortocircuito en el punto de instalación. Si el panel no soporta ese Icc, se rechaza. El costo de retrofit es superior al de haber elegido componentes con kA suficientes desde el inicio.
-
Sin as-built después de modificaciones. El panel sale de fábrica con planos impecables. Durante comisionamiento se mueven tres cables, se cambian dos borneras, se agrega un contacto. Nadie actualiza el plano. Cinco años después, cuando hay una falla, el siguiente técnico pierde dos días descifrando el cableado real.
-
Termostato y ventilador sin test periódico. El ventilador se ensucia, el termostato se desajusta. Nadie lo nota hasta que el VFD se apaga por sobre-temperatura en el peor momento. El PM anual del panel debe incluir limpieza de filtros, test de flujo y verificación del setpoint térmico.
6. Cómo trabaja Beiton un panel
Cuando Beiton diseña y construye un panel, el flujo es:
- Ingeniería de detalle — unifilar, lista de materiales, layout mecánico, cálculo térmico, cálculo SCCR, diagramas de control.
- FAT (Factory Acceptance Test) — pruebas funcionales con cliente presente (virtual o físico) antes del despacho. Simulación de I/O, verificación de secuencias, aislación, continuidad.
- SAT (Site Acceptance Test) y comisionamiento — integración con campo, ajuste de parámetros de drives, configuración del PLC, entrega del paquete as-built.
- Garantía y PM — seguimiento post-comisionamiento, revisión anual con chequeo térmico, limpieza y recalibración.
Todos los paneles Beiton se entregan con paquete de documentación auditable (planos, BOM, FAT, certificados de material, manuales).
Siguiente paso
Si tienes un proyecto donde vas a licitar un panel de control, o tienes paneles instalados sin paquete as-built y sin PM formal, podemos ayudarte a especificar el alcance correctamente. Enviamos propuesta técnica-comercial con ingeniería incluida, certificaciones aplicables y tiempo de entrega.
Para flotas de VFDs integrados en paneles existentes, combinamos el trabajo con DrivePro Services para mantener el ecosistema completo bajo un solo contrato.